
Showing 21–40 of 64 results


DX210W-7K Wheel Excavator

DX490LC-7 Crawler Excavator


GC 40
Stationary heat generator with a capacity of 400,000 kcal/h
The heat generator is made of the highest quality materials and its surface is fully thermally insulated. It has a fluid heater with a capacity of 400,000 kcal/h, which operates in a closed circuit with expansion tank and without pressure concentration.




iNOVA 1200
Conventional unit with a production capacity of 120 t/h that only needs one transport vehicle
The unit has four feed silos with individual weighing device, sensor system and digital data transfer for optimal material dosing. The dryer effectively removes moisture from the aggregates and heats the material to the required temperature. The mixing is done externally in a mixing drum with a dry mixing zone, which ensures maximum homogeneity of the final product. Reclaimed asphalt paving can optionally be fed to the drying drum. Control centre with industry-standard computer and touchscreen. Optional remote access

iNOVA 1500
State-of-the-art unit with a production capacity of 150 t/h that only needs one transport vehicle
State-of-the-art technology for the production of asphalt mixes at a rate of 150 t/h that needs only one transport vehicle. The unit has four feed silos with individual weighing, Open Fire burners and an innovative smart heat exchanger system that ensures maximum thermal output and low fuel consumption. The mixing is done externally in a mixing drum with a dry mixing zone, which ensures maximum homogeneity of the final product. It also comes with automatic checking of the mixing time. Depending on configuration, it is possible to use reclaimed asphalt paving. Control centre with 100% automatic operation (optional), diagnostics system and remote monitoring, equipped with state-of-the-art technology for production control.

iNOVA 1502
State-of-the-art unit with a production capacity of 150 t/h that only needs two transport vehicles
Transportable continuous asphalt mixing plant iNOVA 1502. State-of-the-art technology for the production of asphalt mixes with a production capacity of 150 t/h that only needs two transport vehicles. The unit has four feed silos with individual weighing, CIBER Total Air burners and an innovative intelligent heat exchange system that delivers maximum thermal output and low fuel consumption. The mixing is done externally in a mixing drum with a dry mixing zone, which ensures maximum homogeneity of the final product. It also comes with automatic checking of the mixing time. Depending on configuration, it is possible to use reclaimed asphalt paving. Control centre with 100% automatic operation, diagnostics system and remote monitoring, equipped with state-of-the-art technology for production control.

iNOVA 2000
Modern technology with a mixing performance of 200 t/h, on just two semi-trailers.
Wheel-mounted, continuous asphalt mixing plant iNOVA 2000. State-of-the-art technology for the production of asphalt mixes, combining a production capacity of up to 200 t/h on just 2 transport vehicles. The unit has up to six feed hoppers each with its own weighing. The CIBER Total Air burner and the innovative, automatic flue gas flow/temperature control guarantee optimum fuel consumption. Mixing is done externally by a twin-shaft pugmill which, in addition to automatically controlling the mixing time, ensures maximum homogeneity of the end product. Depending on configuration, it is possible to use recycling material. The modern plant control system is easy to use and comes with 100% automatic mode, diagnostics system and remote monitoring

MC 100 EVO
The smallest mobile jaw crusher of the EVO line impresses with its compactness and reliability. Can be used for the most varied of applications, it offers wide-ranging possibilities for both demolition companies and contract crushing companies. Thanks to the D-DRIVE diesel-direct drive, the MC 100 EVO is economical in consumption.

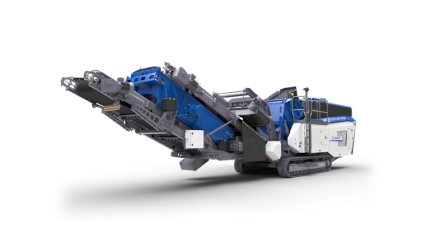
MR 100 NEO
With the mobile impact crusher MOBIREX MR 100(i) NEO, Kleemann presents the first family member of the new NEO line. Thanks to their compact dimensions and a low transport weight, the MOBIREX MR 100(i) NEO can be used flexibly, quickly and in a very wide variety of applications. Tight work site conditions or frequent application changes can be overcome easily. Operation ranges from different recycling applications, such as the processing of concrete, rubble and asphalt, to the processing of soft to medium-hard natural stone.
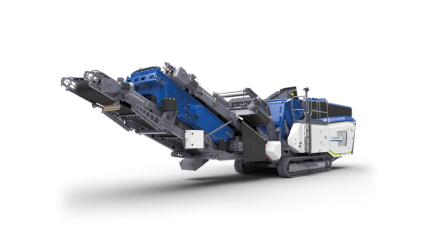
MR 100 NEOe
Kleemann presents the first family member of the new NEO line in the shape of the MOBIREX MR 100(i) NEO mobile impact crusher. Thanks to its compact dimensions and low transport weight, the MOBIREX MR 100(i) NEO can be used flexibly, quickly and in a very wide variety of applications. Cramped conditions on construction sites or frequent application changes can be overcome easily. The potential uses range from different recycling applications, such as the processing of concrete, mixed rubble and asphalt, to the processing of soft to medium-hard natural stone.

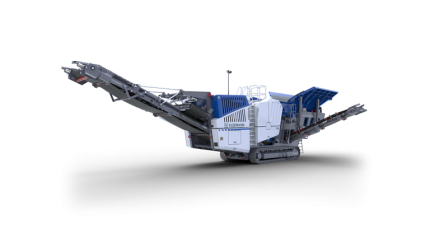
MR 110 EVO2
The mobile impact crusher MOBIREX MR 110 EVO2 can be deployed universally and produces first class final product quality. With a crusher inlet of 1100 mm and numerous technical highlights, a formidable production rate can be achieved with best cost effectiveness. Thanks to its compact design, the machine is easy to transport and can be assembled and disassembled again quickly.

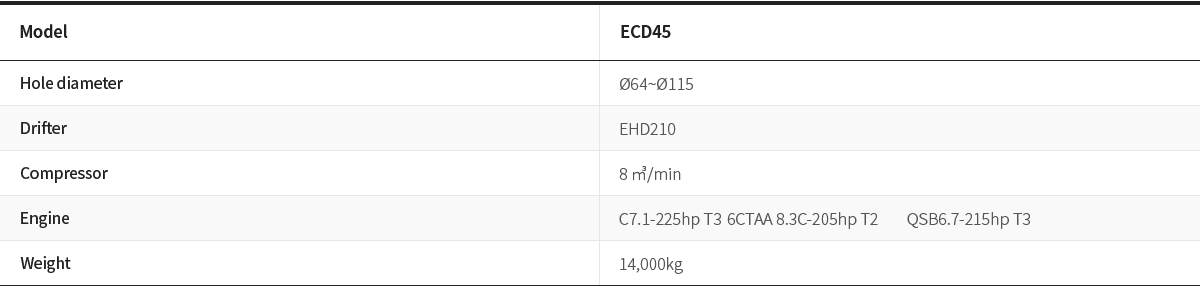
MSC 702 EVO
The mobile screening plant MOBISCREEN MSC 702 EVO is equipped with a 7 m² screen casing and is used as a double-deck classifying screen. Thanks to the good transport dimensions and short set-up times, the plant meets the requirements of contract crushers. The screening plants are operated via a modern control system. All functions can be controlled simply and operating statuses and machine functions can be viewed at all times.